

|
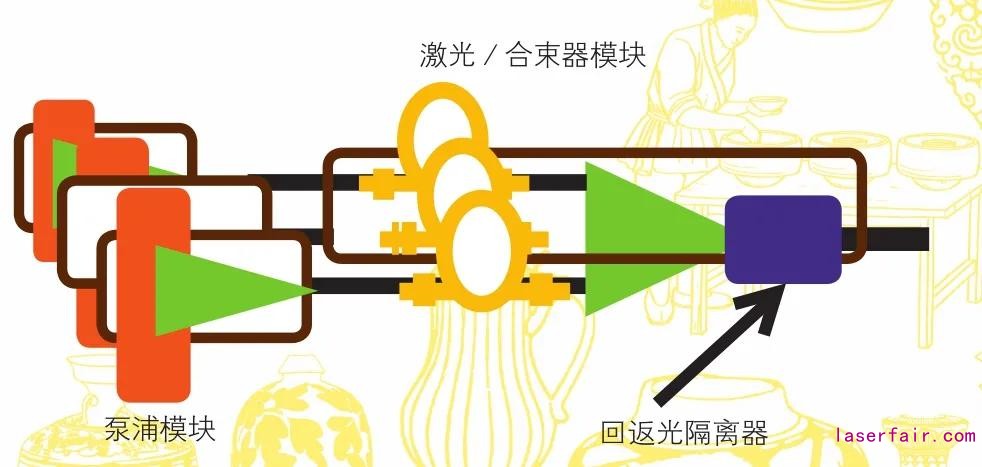
铝及铝合金是目前制造业领域应用最为广泛的有色金属材料,在重工制造、装修建材、食品机械、船舶机械以及新能源动力电池等领域均有大量的应用。与此同时,由于不同系列铝合金焊接性能差异较大,焊接难度大,成为其进一步发展的瓶颈。为解决这些难点,越来越多的技术人员投入到这项领域的研究当中,也不断有新的技术工艺面世,为铝合金应用的进一步发展提供了更多可能。 铝及铝合金的焊接之所以成为难点,主要还是因为其自身的性能。铝合金成分复杂,除一系工业纯铝以外,其他各系列铝合金均掺杂大量其他金属及非金属成分。这些金属及非金属元素的物理及化学性能与铝本身差异较大,在焊接过程中易出现气孔、裂纹以及焊缝处力学性能差等焊接缺陷。对于激光焊接来说,铝及铝合金属于高反材料,如何提高其对激光的吸收率以及防止反光损伤激光器成为亟待解决的问题。针对铝合金存在的焊接难点,各大激光器厂商及集成商也都在各自的领域推出各种方式来加以解决。 激光器改善 抗高反 铝及铝合金材料属于高反材料,对于1080nm波长激光吸收率不高,影响加工过程的稳定性,特别是在焊接过程中,会存在更高的回返现象,常常因为高反导致激光器寿命降低,甚至导致泵源烧毁。近几年来,各激光器厂商对此都投入了大量的精力来解决这一问题,有从内部光闸入手,安装回返光隔离器(图1),也有从QBH头入手,从源头剥离回返光。目前这些解决方案都已经取得了不错的实际使用效果,从这一点来说,未来可期。
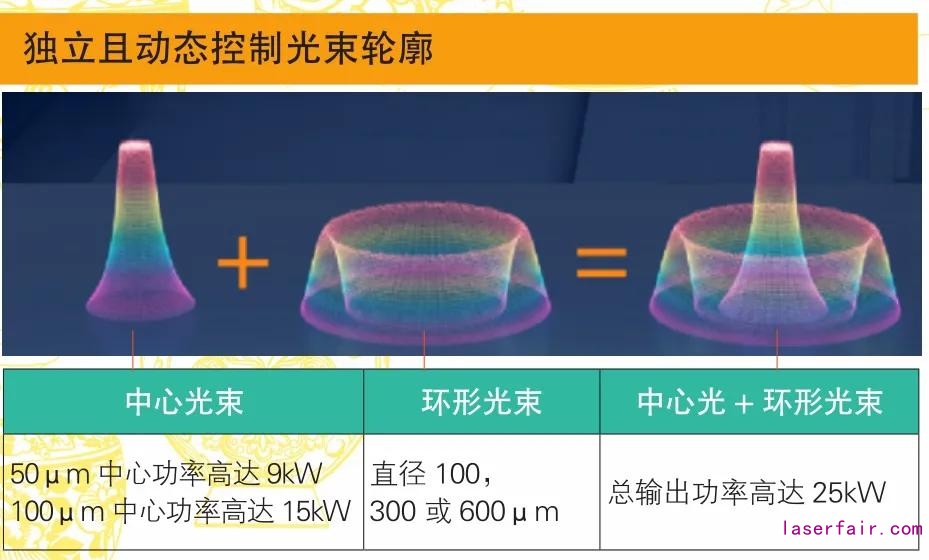
图1 回返光隔离器 光束可调 各激光器厂商从光束着手,推出了光束可调技术,具有代表性的是IPG的AMB激光器(产生的光束如图2所示)和Nlight的Corona激光器。通过调节光束模式,产生一个更大更稳定的匙孔,环形光束(图3)使材料软化,并朝熔池底部偏转,减少焊接飞溅及气孔,有效提升了铝合金材质的焊接质量与效率。
图2 AMB光束可调
图3 Corona环形光斑 蓝光激光器 由于铜铝等高反材质对红外波段的吸收差,激光焊接时会产生大量飞溅,就不得不在焊接后再清洁零件,但是相比红外波段,铜铝材质对于蓝光的吸收更高,几乎是红外波段的十倍,蓝光激光器可在更低的功率下焊接,并保持焊接的清洁度,因此各激光器厂商也纷纷推出了蓝光激光器面向市场。 焊接工艺改善 在激光器厂商从光束方面解决问题的同时,众多激光焊接集成商也纷纷推出各自的工艺来面向市场。 摆动焊接 摇摆焊接模式是指采用激光专用摇摆焊接头对光束进行摆动(图4),使光束加工范围变大,对焊缝宽度有更好的容忍度,提升焊接质量。
图4 光束摆动方式 采用摇摆模式焊接铝合金产品,通过光束的搅拌,可以更好地让气体逃逸出去,减少气孔,从而改善焊接接头的组织性能,如图5所示。
图5 焊接接头组织性能对比 双波长激光焊接 复合光源焊接金属材料时,主光源光纤激光针对母材进行深熔焊,半导体激光作为次波段光源同步预热材料并增加其熔融状态的时间,有助于抑制焊接热裂纹和焊接内部气孔的产生,同时提高焊接小孔的稳定性,如图6所示。另外,半导体激光能够大大增加母材对激光的吸收率,在铜铝等高反材料的焊接上具有很大优势。
图6 单光源与复合光源焊接接头组织性能对比 激光-MIG复合焊接 对于铝合金厚板的焊接,采用单一激光作为热源很难达到理想效果,目前行业企业基本上采用传统电弧焊的焊接方式,需要开坡口,多层多道焊接,生产效率低下,工作强度大,焊接变形大,难以保证焊缝质量。锴轶激光与林肯电气共同推出的激光-MIG电弧复合焊接(图7)则很好地解决了这一痛点。
图7 激光-MIG复合焊接 激光-MIG复合焊接具有焊接熔深大、焊接强度高的特点。单一的激光焊接由于焊接光斑小,功率密度高,对产品间隙及位置度要求较为敏感,而激光-MIG复合焊接对间隙及位置度误差在1.6mm以内时的包容度非常好,降低了装配精度要求,也降低了生产成本。与此同时,激光与电弧之间的相互配合,也实现了互惠互利。激光通过压缩电弧,对电弧起到了稳定的作用,即使在高速焊接状态下,也可以保持稳定的电弧状态。而电弧也促进了激光能量的吸收,在同等功率的情况下,可以得到更深的熔深。在焊接速度提升的同时,焊接变形量最高可降低60%,节约了80%的工时,激光-MIG复合焊接的焊接效果如图8所示。随着工业级激光器输出功率的逐步增大,大功率激光-MIG复合焊接也将应用于更多更厚的产品中去。
图8 激光-MIG复合焊接效果 越来越多的解决方案不断攻克了铝合金的焊接难点,但没有哪种焊接方式是完美普适的,针对不同的焊接需求,未来的发展一定是多元化、个性化的。铝合金的完美焊接还有多远?目前还找不到答案,每一次的技术进步都需要激光焊接从业者们持续不断地探索。
李祥增 作者简介:李祥增,高级工程师,焊接事业部工艺经理,主要从事激光焊接工艺研发工作。 |






 收藏
收藏 打印
打印
















































