

|
江苏激光联盟转载:来自东北大学的研究人员研究了超声波辅助振动激光熔覆高温合金In718的显微组织和机械性能的研究。
研究成果的主要亮点:超声振动对冷却速率的超级作用和孕育效果进行了分析;
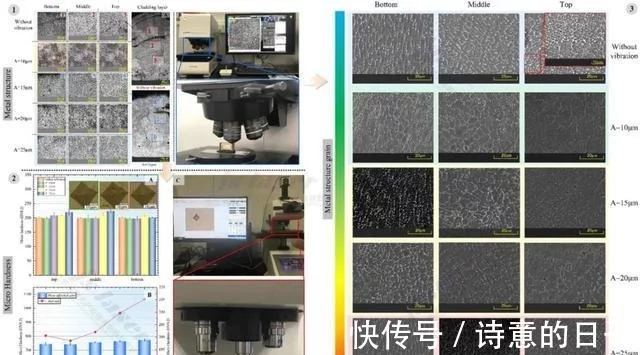
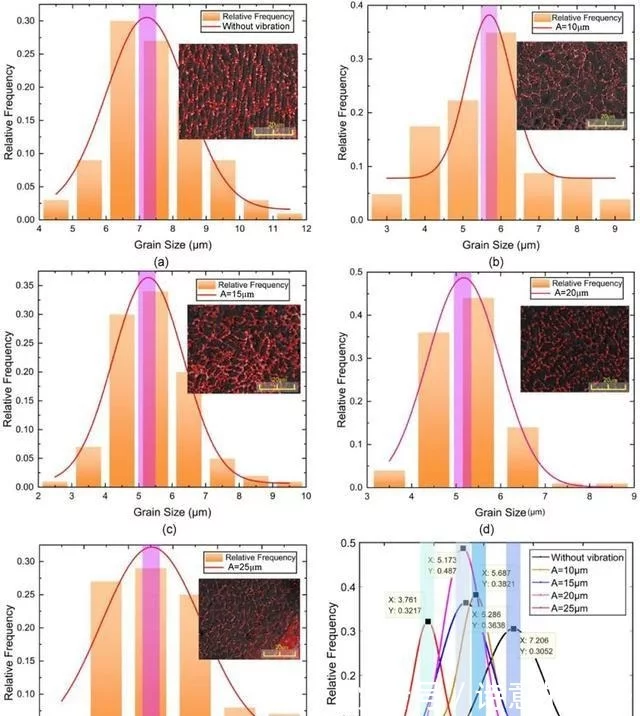
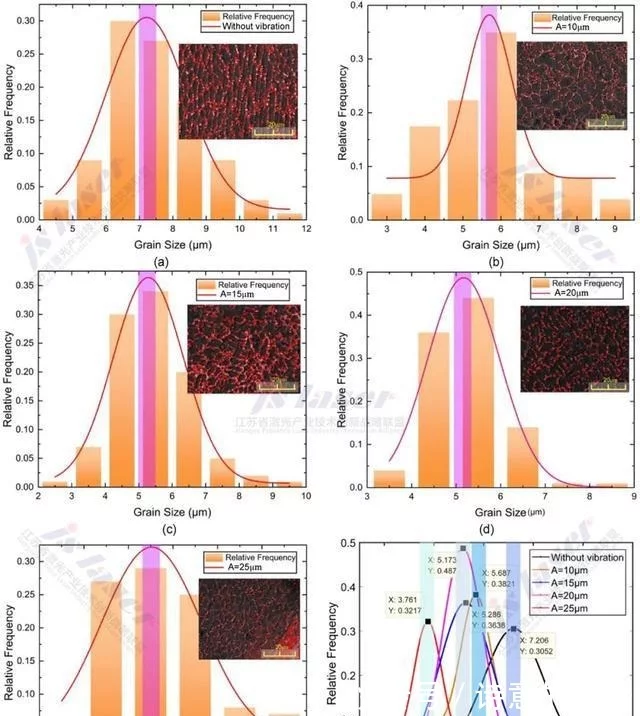
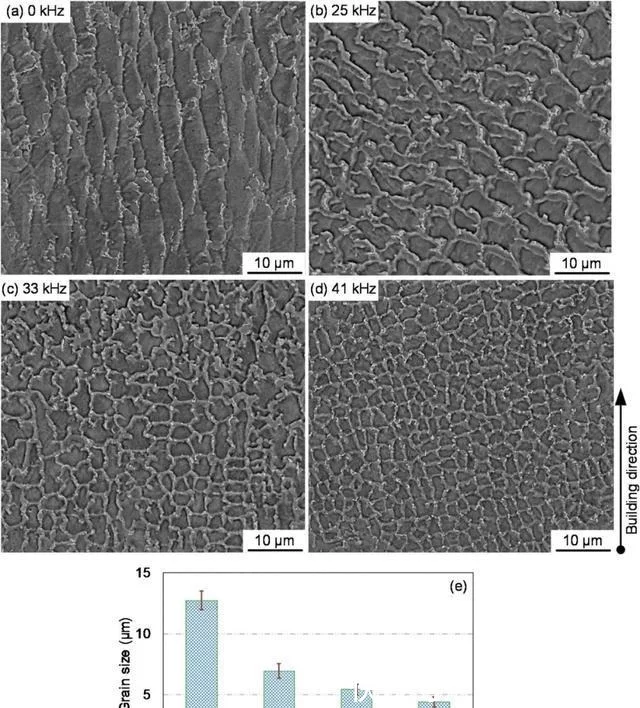
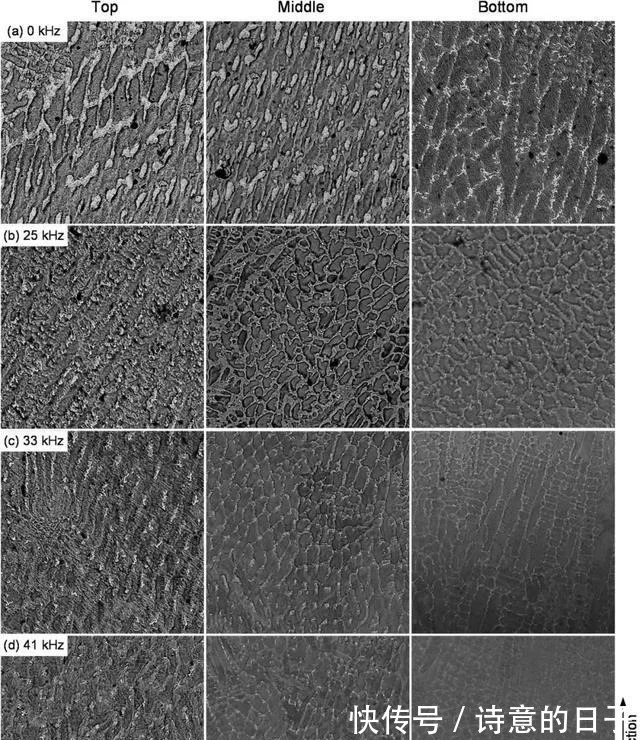
超声波辅助振动之后的显微组织的尺寸比传统的仅仅采用激光熔覆时得到的显微组织要细小得多;
Laves相和气孔率在应用超声振动之后得到显著降低;
引入超声振动之后,IN718合金的摩擦系数显著下降。
Graphical abstract
成果简介:
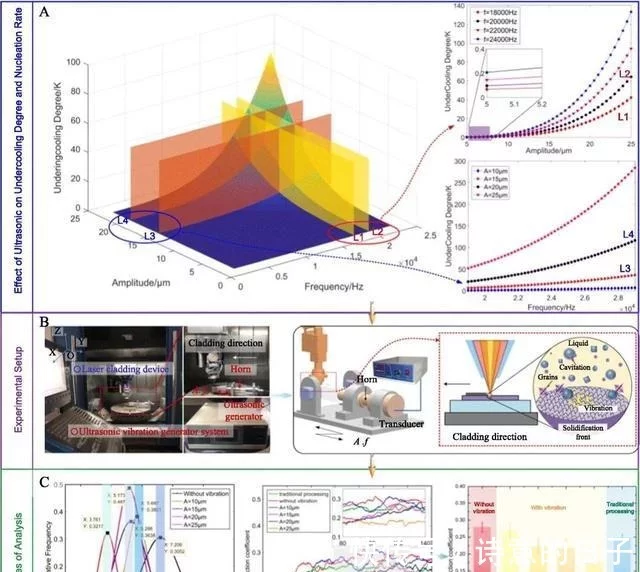
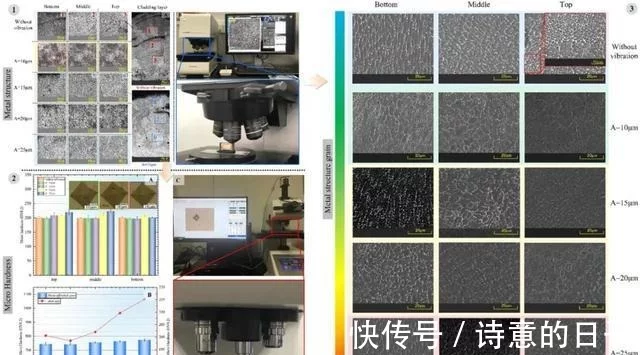
激光熔覆在金属部件成形和制备涂层以及修复等方面具有非常明显的优势。然而,随之而来的是,其显微组织中的内部缺陷和机械性能较差等问题,尚需要进一步的开展研究。在这里,来自沈阳东北大学的研究人员,采用超声波辅助加工的办法进行激光熔覆来提高熔覆部件的性能。基于超声波的声化和空化效应对金属凝固过程中所起的作用,振动参数对熔池金属的过冷度和孕育速率进行了研究。
实验结果证实,在应用超声波之后,晶粒尺寸比仅仅采用激光熔覆时所得到的结果要明显的细化。当超声振动幅度为25 μm的时候,其晶粒尺寸可细化的程度是没有采取振动的0.522 倍。析出相的结构和化学成分得到了显著的改变。此外,高频率振动对熔覆层的机械性能的影响也通过对比实验进行了分析。结果表明,应用高频率振动可以有效的减少气孔,同时提高部件的显微硬度和摩擦性能。定量的来说,摩擦系数在采用超声振动且幅度为25 μm的时候,为0.628,而在没有超声振动的时候为0.709。
|

 收藏
收藏 打印
打印
















































