

|
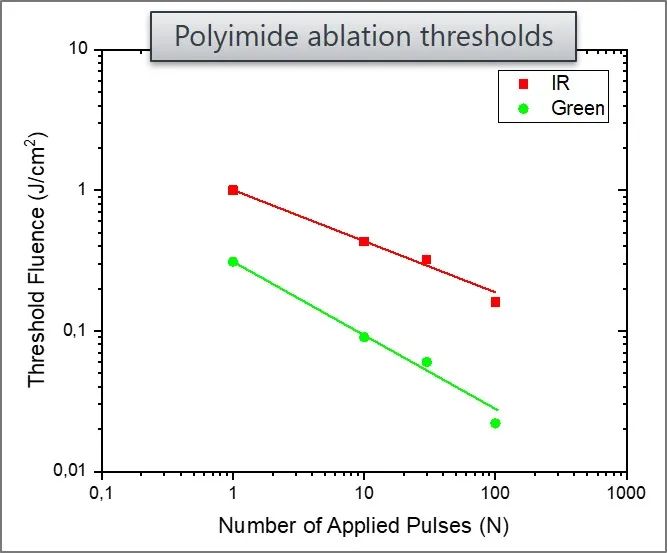
聚合物在各种技术领域发挥着至关重要的作用。它们具有良好的机械强度和灵活性、电气绝缘以及耐热和耐化学性。特别值得注意的两种聚合物:聚酰亚胺 (PI) 和聚对苯二甲酸乙二醇酯 (PET)。聚酰亚胺因其良好的机械强度和耐热/耐化学性而闻名,在柔性印刷电路板市场中占据着主导地位,用作控制电流流动的稳定介电材料。树脂形态的 PI 也用于热固性碳纤维结构体,以及高温纤维涂层和集成电路钝化层。另一方面,PET 是一种通用的聚合物,应用范围从医疗器械到食品包装。在作为基体材料时,PET 因其出色的强度重量比和总体抗断裂性能而颇具吸引力;而在纤维形态下,它具有耐久、防水和无皱的结构。然而,PI 和PET 这两种材料有一个共同的重要应用领域:OLED 平板显示器。相对于其他低成本聚合物,PET 具有良好的温度耐性,历来都是常用的基底材料,但也用于别处。在要求更高的应用中,PI 一流的强度、热和电气良好属性能够带来各种好处。对于这两种材料,在整个平板或 OLED 显示器中使用的厚度可从几微米的薄膜到数十微米或者更厚的薄片。随着设备和显示器变得更轻便且柔性/可折叠,总体厚度很可能会减小。 Spirit 100W 高功率飞秒激光器对聚合物进行高质量切割 多年以来,激光器一直在诸多行业中用于加工聚合物。尽管可能难以避免熔化和形成其他热影响区 (HAZ),但是众所周知,超短脉冲 (USP) 激光器能够经受住挑战。为了进一步了解 PI 和 PET 的 USP 加工,研究人员在我们的应用实验室使用 Spirit 100 W 高功率飞秒激光器,在红外 (IR)基波 (1030 nm) 和绿光二次谐波 (515 nm) 波长(50 W 平均功率)下进行了全面的烧蚀现象研究。研究包括确定单脉冲和多脉冲照射的烧蚀阈值(包括确定所谓的“累积系数”),以及应用此信息来开发并优化采用单次和多次方法的全切割工艺。我们使用两种波长 ~17 μm(1/e2 直径)的焦点光斑大小,确定了 1-100 个脉冲的固定光束(冲击)照射的阈值。为了区分任何阈值对热积聚的依赖性,我们还在各种脉冲重复频率 (PRF) 下进行了试验,从 1 Hz 到 2 MHz。实验中使用的样品是从 Creative Global Services Inc.(加拿大安大略省纽马基特)采购的各种厚度的 PI 和 PET 薄片。图 1 中标绘了在Spirit 激光器的 1 MHz 标称 PRF 下,1-100 个红外和绿光波长脉冲的 PI 烧蚀阈值。
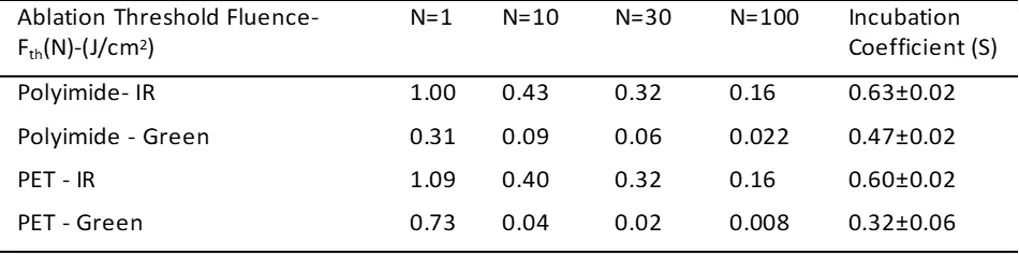
图 1:聚酰亚胺的单脉冲和多脉冲烧蚀阈值。 对于两种波长,我们发现,随着施加的脉冲数量增加,烧蚀阈值急剧下降。这是激光材料加工中的一种已知现象,原因是由较低能量脉冲形成的材料缺陷。在单脉冲烧蚀研究中,此类缺陷通常不是可见的对材料的真实“损伤”,但是它们确实会细微地修改材料,以至于后续同样(低)能量的脉冲能够造成损伤,即可检测的烧蚀特征。阈值下降的幅度与施加的脉冲数量以累积系数为特征,更低的值对应于更急剧的阈值下降。下表 1 总结了 Spirit 激光器在两种波长下的 PI 和 PET 的阈值和累积系数。
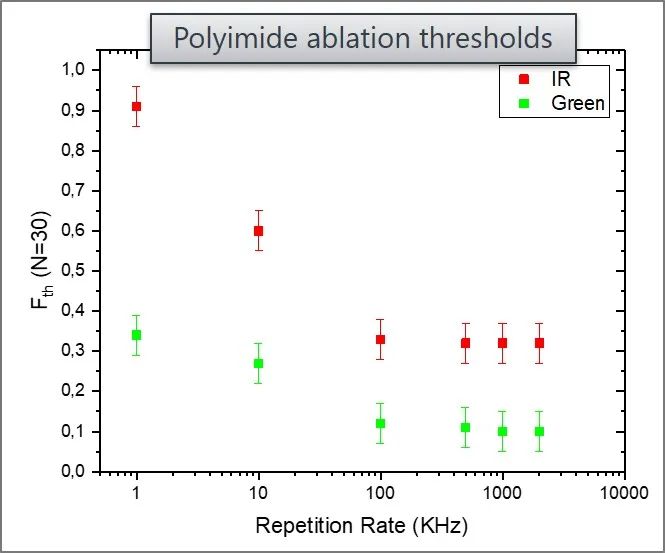
表 1:不同波长和照射脉冲下的 PI 和 PET 的阈值摘要。 我们发现,与红外波长相比,绿光波长在脉冲数量增加时的阈值下降幅度更大,特别是在 PET 的情况下,从 1 到 100 个脉冲时,阈值下降了 9 倍。同样值得注意的是,对于所有脉冲,两种材料的红外阈值都非常相似。 考虑到聚合物的隔热性,我们可以想像(甚至预计)到,在更高的 PRF 下,脉冲之间的热积聚可能会有效地降低多脉冲烧蚀阈值。为了检验这一点,我们在 1 kHz 到 2MHz 的 PRF 下确定了 30 个脉冲照射的阈值,聚酰亚胺的结果如图 2 所示。
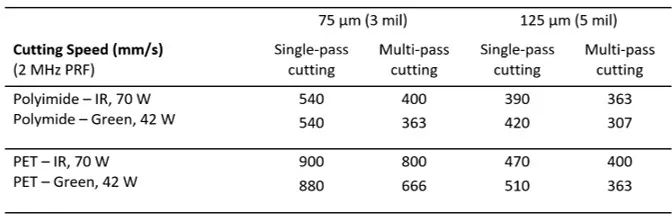
图 2:施加 30 个脉冲时聚酰亚胺的阈值下降取决于 PRF。 数据表明,将激光 PRF 从 1 kHz 增加到 100 kHz,会显著降低阈值,而 100 kHz 以后的阈值相对保持不变。值得注意的是,我们没有观察任何阈值增加的情况,而如果存在与等离子体和/或碎片屏蔽激光脉冲相关的问题,可能会发生这样的情况。众所周知,某些材料会发生这种现象,妨碍通过更高的 PRF 按比例扩展产量。因此,从这个角度来看,在 Spirit 提供最高输出功率的极高 PRF 下进行加工,不会有任何不利后果。在确定各种脉冲照射和频率的烧蚀阈值行为之后,我们为两种波长开发了 75 和 125 μm 厚PET 和 PI 薄膜的全切割工艺。表 2 中列出了单次和多次工艺在 2 MHz PRF 下的切割速度。
表 2:使用 2 MHz PRF 的 Spirit 激光器实现各种切割速度。 我们可以在数据中观察到各种趋势。例如,所有材料、波长和厚度的单次切割速度都高于多次切割。至于波长的影响,红外波长在所有多次切割场景中都比绿光波长要快,而绿光波长在单次切割中与红外波长的速度相同或者更快。考虑到红外波长的平均功率显著高于绿光波长,在所有情况下,更短的波长在每单位功率产量(即 mm/s/W)方面效率更高。 尽管单次切割的速度更快,但是通过多次切割的更低脉冲重叠,可以更全面地实现最高质量 USP 加工的优势。图 3 是 125 μm 厚 PI 切口的显微镜照片,红外和绿光波长的出色质量显而易见。
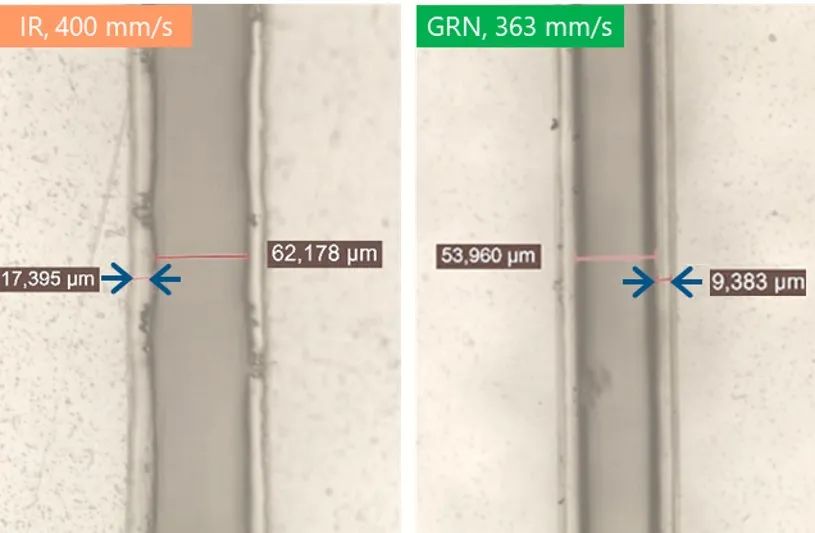
图 3:使用红外和绿光波长进行 125 μm 厚 PI 多次切割的出色质量和最小 HAZ。 两种波长都几乎或者完全没有 HAZ。尽管红外波长切口在边缘上确实存在一些细小颗粒的碎片,但是轻微的加工后清洁就能轻松去除。对于绿光波长,尤其值得注意的是没有 HAZ 和碎片。这也给绿光波长的更窄切口带来了更多好处,在某些应用中可能很重要。对于 PET 的多次切割,我们发现了相似但不相同的结果(图 4)。
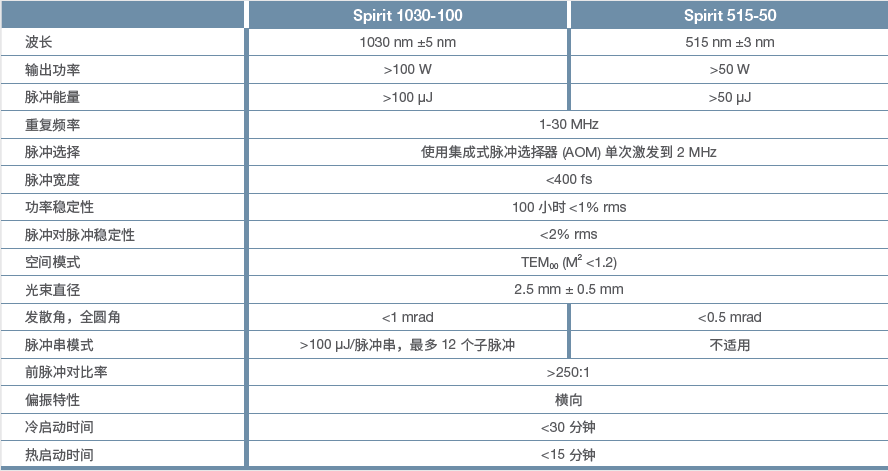
图 4:125 μm 厚 PET 多次切割的红外与绿光波长对比照片。 一个关键的观察结果是,切口边缘存在细微的膨胀,绿光和红外波长都有,很可能是因为 PET 的软化/熔化温度比 PI 低得多。这种熔化效应导致红外与绿光波长之间的质量差异不如 PI 那样显著。然而,绿光波长加工仍然具有更少残留碎片的优势。 小结 从医疗器械到 OLED 显示器,PET 和 PI 薄膜在关键的应用中发挥着越来越重要的作用。本文中列出的烧蚀阈值数据描绘了在使用红外或绿光波长、高或低脉冲照射以及低到高 PRF 进行加工时,预期的加工优势和/或权衡的特征。在使用这些数据来得出全切割工艺时,通过 Spirt 飞秒激光器能够实现的出色质量和高产量已经得到证实。 Spirit 1030-100 和 515-50 Spirit 1030-100 和 515-50 激光器设定了高精度工业制造的飞秒激光器新标准。这些激光器提供高平均功率、高脉冲能量和高重复频率,实现更高产量。客户得益于工业上可获得的最短脉冲宽度和一流的光束质量,从而能够以最高产量在几乎不产生热影响区 (HAZ) 的情况下加工具有最高精度的复杂而挑战性的部件。Spirit 1030-100 和 515-50 为工业用途而设计,以最低的购置成本实现稳定可靠的全天候运行。
|

 收藏
收藏 打印
打印
















































