

|
200 摄氏度的预热是金属 3D 打印的工业标准,但这是一种妥协,虽然预热减少了残余应力,但另一方面这使粉末回收更加困难,并需要在打印工作结束时延长冷却时间。据南极熊了解,通快公司的新一代 TruPrint 5000 打印设备(将在 TCT Asia 展会上展出,展位号 H60),就不再需要在较小的残余应力和粉末可回收性之间作出妥协,这台机器从一开始就为 500 度预热设计和开发,因此即使是 H11(1.2343)和 H13(1.2344)等高碳类模具钢等材料,它也能提供完美的工艺稳定性,并且残留的粉末可以毫无问题地被回收。
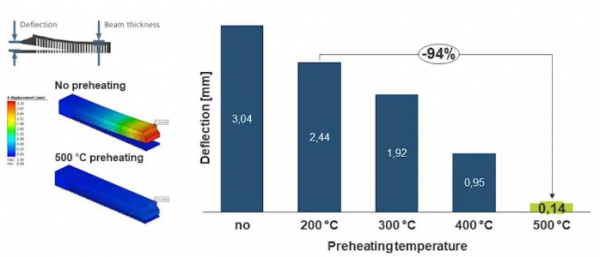
含碳钢的金属 3D 打印中,残余应力和变形始终是一个问题,特别是在制造大型、大批量的部件时。特别是,当几何的横截面面积出现大的波动时,就会出现大的温差,从而导致不均匀的散热。部件中的热诱导残余应力有可能会造成变形。在金属 3D 打印过程中或之后,它就会分层(鼓起后从基板上脱离),有时甚至会出现裂缝。 一个有效的对策是在整个打印过程中保持基板的顶部温度在 500 摄氏度。一方面,增加的预热温度减少了温度差,另一方面,打印件的屈服强度也降低了,这两个因素的结合意味着,在增材制造过程中,残余应力已经减少。
△图1:与 200 摄氏度的行业标准相比, 500 摄氏度的预热可以减少约 95% 的挠度(在悬臂上测量) 通快的研究表明,金属 3D 打印中 500 摄氏度的预热比目前 200 摄氏度预热的行业标准减少了约 95% 的变形。因此,较低的热应力提高了几何精度,这在打印过程之前和之后都有积极的影响:在设计阶段,许多以前为防止变形、分层和开裂而必须的支撑结构和模拟步骤被取消了。这增加了零件的设计自由度,随后也减少了后期处理的工作量,因为需要拆除的支撑物更少。
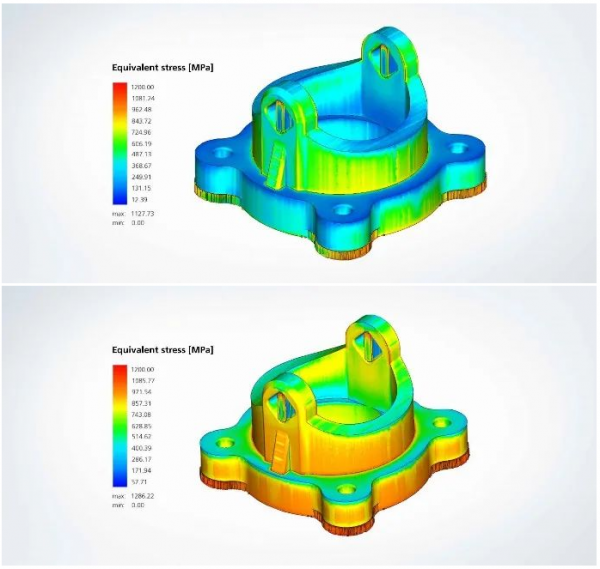
△图2:如果一个部件在 500 摄氏度的预热下进行 3D 打印, Ti6AI4V 部件中的残余应力就会大大降低(上)。这为设计开辟了全新的可能性,特别是在生产体积跳跃的更大规模的部件时。在 200 摄氏度时,残余应力明显增加(下)。这导致了更高的准备和后处理工作,因为需要更多的模拟和支持设计。 500 摄氏度预热的好处适用于所有部件的几何形状。尽管零件中的热量分布因零件的几何形状而异,但通快已在测试中证明,高温加工在所有情况下都有相同的效果。
使用金属 3D 打印技术制造工具或模具的许多优点已广为人知 —— 它往往是此类任务的唯一可能的工艺。特别是要集成复杂的冷却水路时, 3D 打印具有无可比拟的优势。但直到现在,还有一个问题尚需解决 —— 高碳钢的 3D 打印。因为该材料的耐磨性和可抛光性,让工业界对其备受喜爱。然而,如果 H11/H13 在预热 200 摄氏度的情况下进行 3D 打印,在冷却阶段会形成硬而脆的马氏体,这会导致部件中形成裂缝,因此,这类 H11/H13 材料的 3D 打印会让厂家望而却步。 现在, 500 摄氏度的预热消除了这种限制。较高的基础温度减缓了冷却过程,使其更加平稳,从而防止了不理想的马氏体的形成。显微镜检查显示, 3D 打印的 H11/H13 部件的密度高达 99.99% 。它们在强度和硬度方面也接近于传统生产的 H11/H13 部件。在抛光性方面也没有区别。
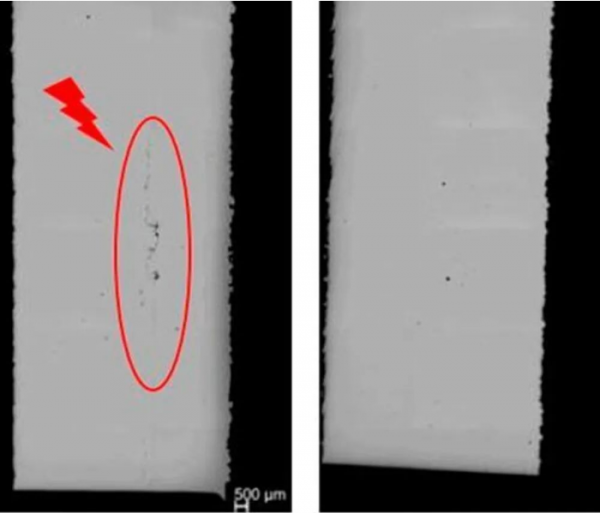
△图3:(左)在 1.2343 和 200 摄氏度的预热下出现裂纹;(右)在 500 摄氏度时无裂纹。在后续步骤中,剩余的小缺陷可以通过退火来纠正。
图4:由注塑公司德国 Reinhard Bretthauer GmbH 在 500 摄氏度下打印的 H11 的高抛光部件。该部件无裂纹,密度超过 99.9 % 。抛光性也相应很高 —— 与传统生产没有明显的区别。由于集成了冷却水路,在注射成型中稳定地生产塑料部件成为可能,而且周期时间也大大缩短。
更高的预热也意味着更长的冷却阶段,根据 3D 打印工件的体积不同,冷却时间可能会长达 20 小时。幸运的是,通快的仓体可更换概念可以防止这些长时间的设备停机 —— 一旦 3D 打印过程完成,成型仓就被移到一个单独的冷却站,机器可以立即装上一个新的成型仓(如果需要的话,还有一个完整的供粉仓),并不间断地运行下一个打印作业,而之前的成型仓则在外部冷却下来。
500 摄氏度预热的另一个可能的缺点是粉末的可回收性较差。由于较高的温度会导致更多的氧化,这可能会降低 H11 粉末的可回收性。通快也能提供成熟有效的对策。 在生产开始前,整个成型仓都被充入氩气。这就创造了一个残余水分少,残余氧气含量非常低的系统氛围,只有几 ppm。在使用 H11 的压缩测试中,化学测试表明,即使经过几个打印周期,粉末的氧含量也与新粉相同:由于氧化程度低,粉末仍然非常自由流动,颗粒不会相互粘连。因此,该粉末可以很容易地从冷却管道中移除,例如,不会留下任何残留物。
500 摄氏度预热不仅提高了金属 3D 打印零件的质量,而且还提高了设计自由度。它还减少了后期处理,完美实现“一次就把事情做对”的高效加工。通过预热,高碳模具钢能被可靠地进行 3D 打印。尽管在制造工作结束时冷却时间较长,但可更换的仓体设计确保了设备的高可用性,而且回收和粉末的流动性不会因高温处理而有明显改变。 |

 收藏
收藏 打印
打印
















































