|
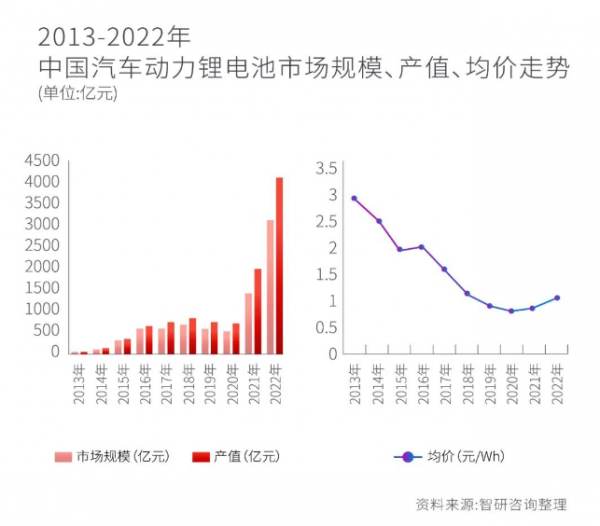
中国汽车动力锂电池市场规模不断扩大,并且在全球范围内占据重要地位,随着中国政府对环境保护和可持续发展的重视,推动了新能源汽车市场的快速发展。政府制定了一系列支持政策,如补贴和减免税政策,促进了新能源汽车的销售,进一步推动了汽车动力锂电池市场的扩大。

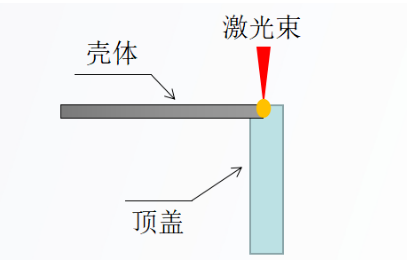
满焊,又称全焊,意思是在焊接过程中,需要将焊接的两个部件完全融合成为一个整体。满焊对焊缝的要求高,需尽可能地使焊接的两者没有间隙,以达到无缝连接的焊接效果。

▲焊接示意图
|

 时间:2023-11-24 09:25来源:创鑫激光作者:weixiang 点击:次
时间:2023-11-24 09:25来源:创鑫激光作者:weixiang 点击:次摘要:中国汽车动力锂电池市场规模不断扩大,并且在全球范围内占据重要地位,随着中国政府对环境保护和可持续发展的重视,推动了新能源汽车市场的快速发展。政府制定了一系列支持政策,如补贴和减免税政策,促进了新能源汽车的销售,进一步推动了汽车动力锂电池市场的扩大。 动力电池内部也是一整个复杂的系统,从电芯、电池模组、电池包,历经一道道制造工序,最后组
关键字:双,光束,激光器,每束,光,各司其职,让,锂电池,
|
中国汽车动力锂电池市场规模不断扩大,并且在全球范围内占据重要地位,随着中国政府对环境保护和可持续发展的重视,推动了新能源汽车市场的快速发展。政府制定了一系列支持政策,如补贴和减免税政策,促进了新能源汽车的销售,进一步推动了汽车动力锂电池市场的扩大。
满焊,又称全焊,意思是在焊接过程中,需要将焊接的两个部件完全融合成为一个整体。满焊对焊缝的要求高,需尽可能地使焊接的两者没有间隙,以达到无缝连接的焊接效果。
▲焊接示意图
|
【媒体须知】凡注明"来源:激光门户网portalaser.com.cn"的作品,包括但不限于本网刊载的所有与激光门户网栏目内容相关的文字、图片、图表、视频等网上内容,版权属于激光门户网和/或相关权利人所有,任何媒体、网站或个人未经激光门户网书面授权不得转载、摘编或利用其它方式使用上述作品;已经书面授权的,应在授权范围内使用,并注明"来源:激光门户网"。违反上述声明者,本网将追究其相关法律责任。
【免责申明】本文仅代表作者个人观点,与激光网激光门户网无关。其原创性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容、文字的真实性、完整性、及时性本站不作任何保证或承诺,请读者仅作参考,并请自行核实相关内容。本网转载稿件或作者投稿可能会经编辑修改或者补充, 如有异议可投诉至:Email:portallaser@qq.com





















 收藏
收藏 打印
打印




























