

|
尤为突出的是近年来兴起且不断壮大的新能源汽车行业,预估2025年中国新能源汽车年产近600万辆,对功率芯片的需求为1000-2000颗/台车,其中超过50%为碳化硅芯片。 在激光与碳化硅材料的相互作用中,连续激光、长脉冲激光甚至纳秒级的短脉冲激光与材料发生反应是以热效应为主,其加工原理是高功率密度的激光束聚焦在材料表面进行加热、熔化处理。而皮秒、飞秒超短脉冲激光聚焦在材料表面是以材料等离子化去除为主,属于非传统意义上的冷加工处理。 在碳化硅半导体晶圆的后道制程中,需要进行单个晶圆的标记、切割、分片、封装等步骤,最终成为完整的商用芯片,其中晶圆的标记、切割制程目前已逐渐开始使用激光加工设备来取代传统机械加工设备进行处理,具有效率高、效果好、材料损失小等优点。 01 激光晶圆标记应用 在碳化硅晶圆片的芯片制作过程中,为了具有芯片区分、追溯等功能,需要对每一颗芯片分别进行独一无二的条码标记。传统芯片标记方式一般为油墨印刷或机械式针刻等,有效率低、耗材量大等缺点。激光标记作为一种无接触式的加工方法,具有对芯片破坏小、加工效率高、过程无耗材的优点,尤其在晶圆片越来越轻薄化对加工质量和精度要求越来越高的趋势下其优势更为明显。 激光晶圆标记所用的激光器通常根据用户需求或材料特性来选择,对于碳化硅晶圆一般使用纳秒或皮秒紫外激光器。纳秒紫外激光器成本较低,适用于大多数晶圆材料,应用较为广泛。皮秒紫外激光器更偏向于冷加工,打标更清晰效果更好,适用于打标要求较高的材料和工艺。激光通过外光路进行传输、扩束进入振镜扫描系统,最终经过场镜聚焦于材料表面,打标内容根据加工图档由振镜扫描来实现。 碳化硅晶圆纳秒紫外激光打标效果,字高1.62mm,字宽0.81mm,深度50μm,周围突起高度5μm。
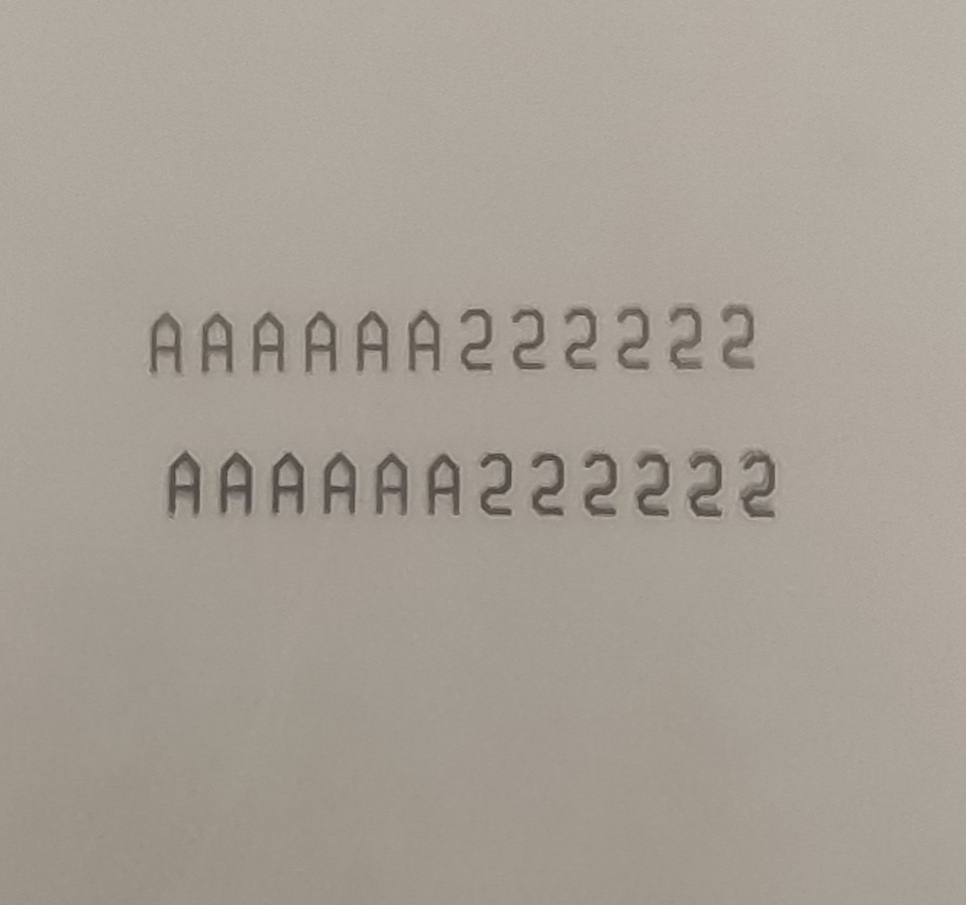
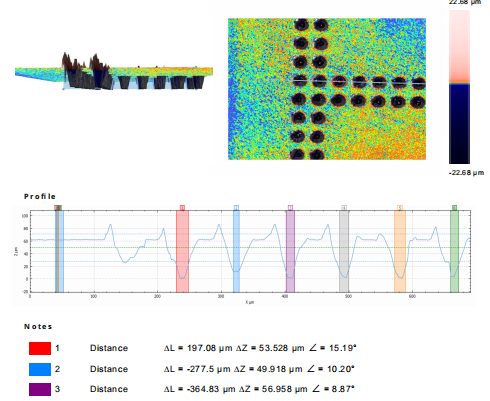
图1 碳化硅样品激光标记 02 激光背金去除加工工艺 在整片碳化硅晶圆片上完成若干数量的芯片制作后需要对其进行切割、分片,进而得到一颗颗独立的芯片进入后道封测制程。碳化硅芯片在制作过程中需要在背面进行镀金(漏极)处理,因而在切割、分片时需要将背金、碳化硅基底材料一起切割分开。 对于碳化硅晶圆分片工艺,传统的加工方法为金刚石刀轮切割,这种机械磨削式工艺方法优点是技术非常成熟、市场占有率很高,不足之处是加工效率低、加工过程中耗材(纯水、刀具磨损等)使用量大、芯片材料损耗高等。尤其是背金去除部分,由于金属的延展性,刀轮切割的速度需要降到很低而且容易有金属卷曲在刀片上进而影响切割质量。激光加工属于无接触式加工,过程中不需要耗材,加工效率高,加工质量好,基于这些优点在背金去除和切割分片这两种工艺中的应用逐渐增多。
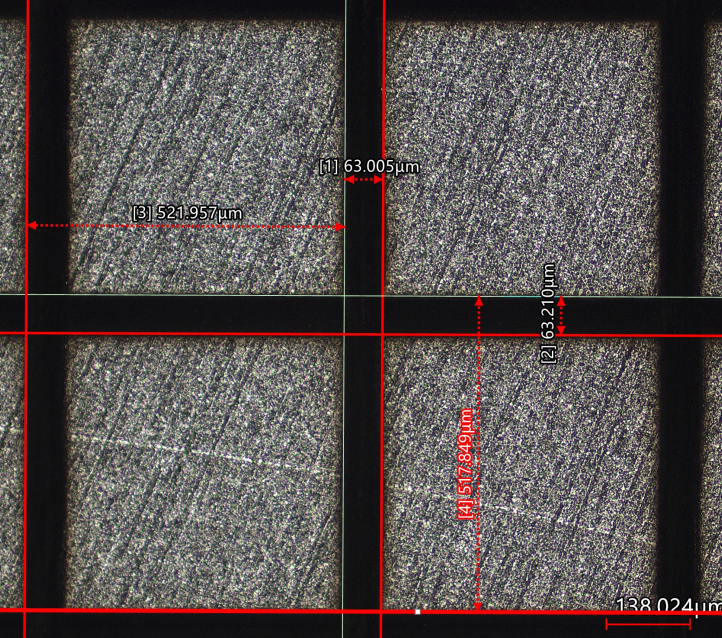
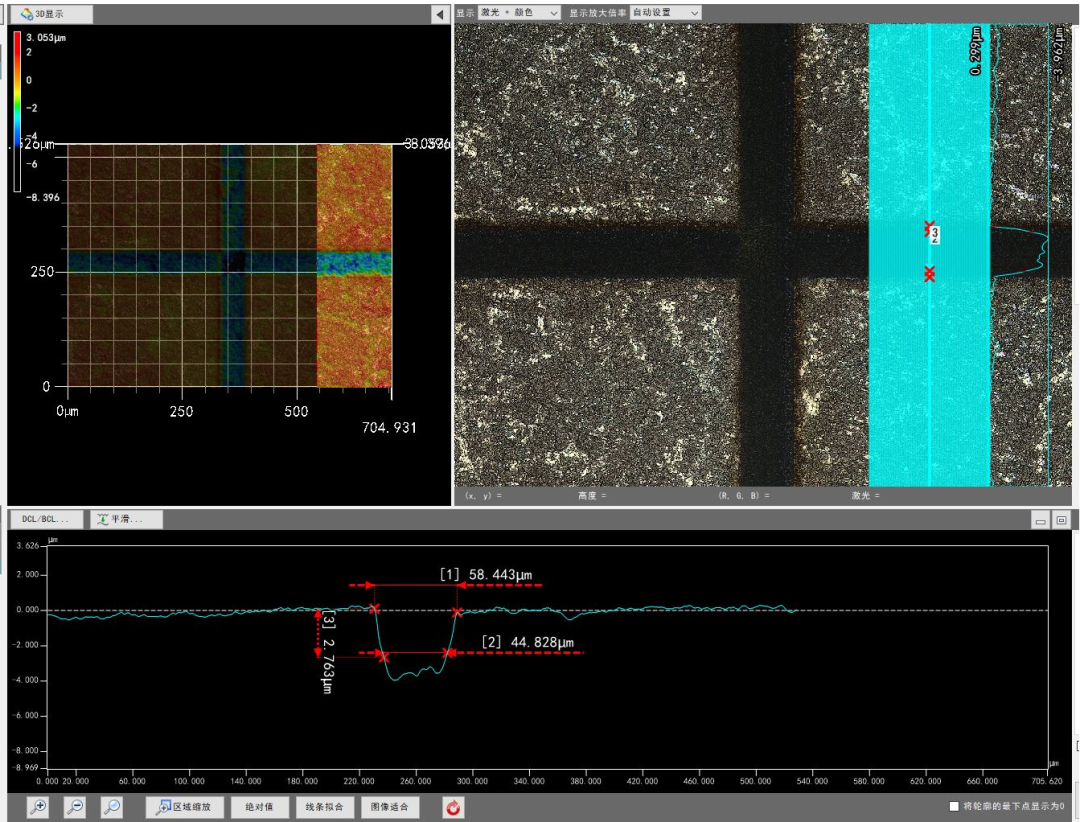
图2 碳化硅样品背金去除 背金去除激光加工工艺一般使用纳秒或皮秒紫外激光器作为光源,配以合适的聚焦切割头和精密的电机运动平台以准直的方式进行加工,一般去除的背金厚度在10μm以下,去除宽度不小于正面沟道的一半。将碳化硅晶圆片倒置(有沟道的正面朝下,背金面朝上)于透明吸附治具上,使用下CCD通过透明治具抓取晶圆片沟道进行对位,然后治具上方的激光聚焦在对应沟道位置的晶圆片背金面进行背金去除加工。 带有背金的碳化硅晶圆片,皮秒紫外激光背金去除效果,正面沟道宽度100μm,背金去除宽度大于50μm,去除深度约3μm。 03 激光隐形改质切割工艺 背金去除工艺完成的下一道工艺流程为激光隐形改质切割,其原理是使用聚焦物镜将特定波长的激光束聚焦在待加工材料内部,形成一定宽度的改质层,且材料上下表面均无损伤,随后在外力作用下通过裂纹扩展来进行裂片,得到需要的颗粒状芯片。 对于背金去除的碳化硅晶圆片,去除面由于背金残留或碳化硅损伤等原因可能会导致激光透射率下降,难以达到良好的隐形切割效果,因此激光需要从沟道面入射进行切割。碳化硅的激光隐形切割一般使用皮秒红外激光器作为光源,近红外波长能够更好的透过碳化硅并聚焦在材料内部形成改质区。 碳化硅晶圆片厚度根据芯片需求和工艺制程从100μm到400μm不等,通常单次隐形切割的改质区范围不能大到足以完成高质量的裂片,因此需要移动焦点位置进行多次隐形切割。在这个过程中,由于碳化硅材料对于激光的折射率较大且同时需要保证不能伤到上下表面,移动焦点时对Z轴的精度要求非常高,通常需要增加焦点随动功能,对加工面的起伏等引起的焦点变化进行检测及实时补偿。
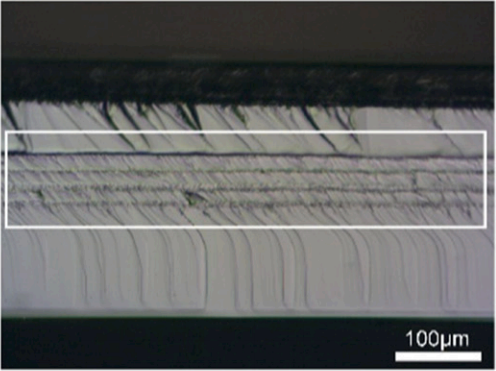
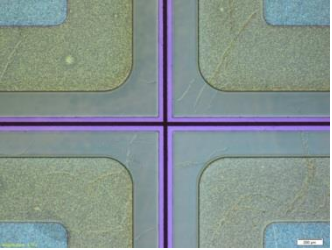
图3 碳化硅样品隐形切割(移动Z轴多次切割) 断面形貌,分片后效果 碳化硅材料硬度大,分片较困难,在隐形切割完成后使用机械式的劈刀裂片机来进行分片处理。 |
 收藏
收藏 打印
打印
















































