

|
一,概述
【激光网激光门户网综合报道】( 责任编辑:xuji )
激光(Laser)是利用辐射激发光放大原理而产生一种单色、方向性强、光亮度大的光束经透射或反射镜聚焦后获得高密度功率的能束。它可用于焊接、切割和材料表面处理的热源。激光焊(LW)是利用高能量密度的激光束作为热源的一种高效精密的焊接方法。按照激光发生器工作性质的不同激光分为固体、液体、气体、半导体等激光;按照激光对工件的作用和激光器输出能量的不同激光焊可分为连续激光焊和脉冲激光焊;按照激光聚焦后光斑作用在工件上的功率密度激光焊可分为传热焊(熔透焊)和深熔焊(锁孔焊、穿孔焊、小孔焊)。 激光焊机主要由激光器(核心部分,目前主要是YAG固体激光器和CO2气体激光器)、光束传输和聚焦系统、焊炬、工作台、电源和控制装置、气源、水源、操作盘数控装置等组成。目前常见激光焊机的型号有:HH200~500、XHY-LF200~3000、NJH-30、JKg、DH-WM01、GD-10-1等等。主要应用在航空、电子议表、机械、汽车、医疗、食品、核能等领域。 激光焊有其显著的优点:具有很高功率密度(10³W/cm²),可小孔焊和高速焊;激光能发射、透射,能通过光纤、棱镜等光学方法弯曲传输、偏转、聚焦,特别适于微型另件、难以接近的部位或远距离的焊接;一台激光器可供多个工作台进行不同的工作(焊接、切割、合金化、热处理等);激光可穿过玻璃等透明物体,适于在玻璃制成的密封容器内焊接铍合金等剧毒材料;激光不受电磁场影响,没有X射线;激光在大气中损耗不大,也不需要真空保护;除了能焊接碳钢、低合金钢、不锈钢、硅钢、铝、钛等有色金属,在一定条件下,铜-镍、镍-钛、铜-钛、钛-钼、黄铜-铜、低碳钢-铜、不锈钢-铜等异种金属材料可进行激光焊,也可以焊接金属与陶瓷、玻璃、复合材料等非金属,对于高熔点金属、非金属材料(陶瓷、有机玻璃等)、对热输入敏感的材料进行激光焊,焊后无需热处理。激光焊没有得到广泛应用主要是:价格太贵;对焊件加工、组装、定位要求高;光能转换率低(10~20%)。 为了扩大激光焊的应用范围、提高激光焊的质量、增加焊件厚度以及避免单纯激光焊的局限性,便出现了新的焊接工艺:激光复合焊,这里要注意激光复焊的优点不单单是两种焊接方法的叠加!特别是能量的利用率远远大于两种热源的简单相加。激光复合焊的优点在于:能量利用率提高,母材处于固态时对激光的吸收率很低,而熔化后对激光的吸收率提高到50~100%;熔深增加很多,在电弧的作用下,母材熔化形成熔池,而激光又作用在电弧形成的底部,加上液态金属对激光束的吸收率高,因此激光复合焊要比单纯激光焊熔深要大;电弧很稳定,比如单独用TIG或MIG焊接时,焊接电弧有时不稳定特别是在小电流情况下,当焊接速度提高到一定值时会引起电弧漂移,而采用激光复合焊时,激光产生的等离子体有助于稳定电弧;提高激光焊接时对接接头间隙的适应性,降低激光焊的装配精度从而实现高效率。
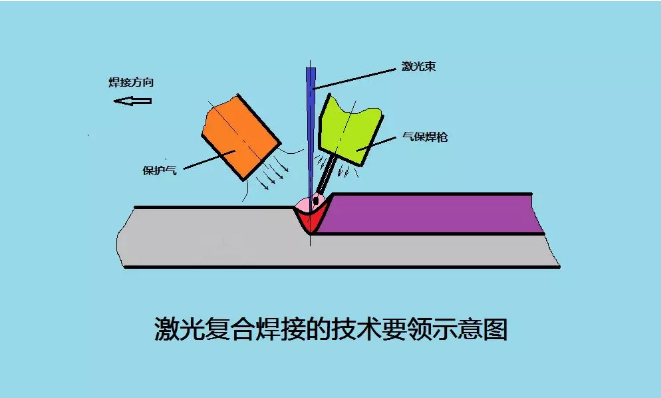
1,激光焊的工艺参数,脉冲激光焊有四个主要参数:脉冲能量、脉冲宽度、功率密度和离焦量;连续激光焊的参数主要有:激光功率、焊接速度、光斑直径、离焦量、保护气体的种类和流量等;双光束激光焊的参数有:光束排布方式、间距、两光束角度、聚焦位置、两光束的能量比等。激光复合焊种类有:激光-电弧复合焊、激光-高频焊、激光-压焊、激光-钎焊等;其中激光-电弧焊最为常见,如激光-氩弧焊(TIG)、激光-气保焊(MIG)等。按照激光与电弧的相对位置不同有:同轴复合式、交叉复合式、偏离复合式。 2,应用在大厚板深熔焊接,由于单纯激光焊严格的装配要求和大功率激光器成本高限制了厚板焊接。采用激光-电弧复合焊可进行厚板深熔焊接,并且提高对焊接坡口的制备、光束对中性和接头装配间隙的适应性。在造船业得到很好的应用,对于低合金高强度钢可不预热焊接,用激光-电弧复合焊单道焊熔深可达15mm,双道焊熔深达30mm焊接变形量仅为双丝焊的1/10,焊接厚度16mm的T形接头焊接速度可达3m/min。
3,应用在铝合金的激光焊接,激光焊接铝合金存在反射率大,易产生气孔、裂纹、成分变化等问题。采用激光-电弧复合焊,由于电弧的作用,激光束能够直接照射到液态熔池表面,增大吸收率,提高熔深。采用交流TIG或直流反接,可在激光焊前面清理氧化膜,同时电弧形成的熔池在激光束前方移动,增大熔池与固态金属之间的润湿性,防止咬边。 4,应用在搭接接头,搭接焊缝广泛应用于汽车的框架和底板结构中,目前汽车壳体焊接中很多都采用了镀锌钢板搭接焊和铝板焊接。采用激光-电弧复合焊可以减小焊接部件的变形量、消除下凹、咬边等缺陷,并大大提高焊接速度。比如:采用10kW的CO2激光与MIG电弧复合热源焊接低碳钢板的搭接接头,可实现间隙为0.5~1.5mm的搭接焊,熔深可达地板厚度的40%。又如:采用2.7kW的YAG激光-MIG电弧复合高速焊接的铝合金搭接接头,焊接速度可达8m/min。
5,应用在薄板高速焊上,激光高速焊接薄板的主要问题是焊缝成形连续性差,焊道表面易出现隆起等缺陷。采用等离子弧辅助YAG或CO2激光进行薄板(0.14mm)复合焊接,焊接速度为单独激光焊提高1倍,即使焊接速度达到100m/min电弧也很稳定,可获得较宽的焊道和光滑的焊缝表面。 一般地讲激光焊焊后不处理,但对于像马氏体、铁素体不锈钢等有淬火倾响的材料要进行焊后热处理。
 |
 收藏
收藏 打印
打印
















































