

|
MOPA脉冲光纤激光器的优势在于可调参数多、可调范围大和适用工艺广,新工艺摸索对工程师的技术水平要求较高,需要有一套系统的方法加以指导。本文从脉冲激光标记系统组成出发,分析脉冲激光加工中的主要技术问题,用于指导工艺实践。
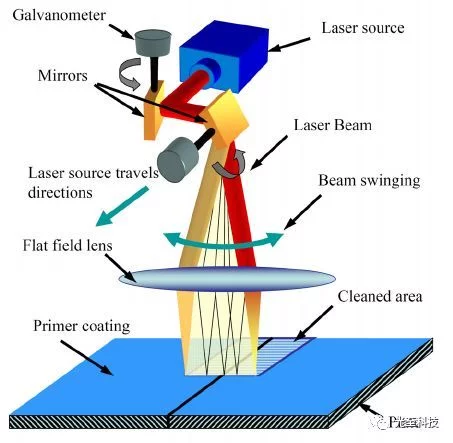
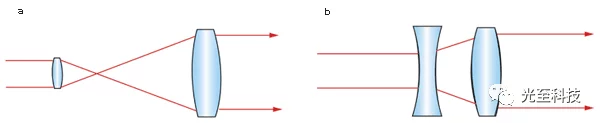
图1 脉冲激光标记系统结构示意 如图1所示,以典型的脉冲激光标记系统为例,一般包含5个主要部分:光源(Laser Source)、振镜(Galvanometer)、场镜(Flat Field Lens)、控制卡和控制软件、机台。 下面以MOPA脉冲激光器的应用为例,小编将介绍一般工艺实践中对主要设备配件的选型方法和需要注意的问题。 01 激光器的选择 激光器选型的主要考量是效果、效率和性价比。影响MOPA激光器工艺效果的主要参数是脉冲宽度、脉冲能量和光束质量。 采用MOPA激光器打样时,首先需要确定的参数就是脉冲宽度。长脉冲能量大、热影响区大、底纹粗糙,适合简单的打标、切割、深雕等工艺;短脉冲峰值高、热影响区小、底纹光滑,但是能量低,适合打黑、打彩、破阳极等表面精细处理工艺;对于既需要一定的能量,又要控制热影响区范围的应用,可以选择中等脉宽,如划片、划线工艺等。 清洗应用对激光器光束质量的要求不高,甚至还需要适当大点,薄片金属焊接等对功率密度敏感应用,则需要保证优良的光束质量。在确认达到效果所需要的激光参数之后,激光的平均功率越高,一般来说加工速度就可以越快,但是激光器的价格也会更贵。 需要指出的是,在有些应用中,平均功率过高也会影响加工的效果,特别是带来额外的热影响,在选型时也需要加以注意。 02 振镜的选择 振镜选型时需要考虑以下参数: (a)激光波长和功率。激光波长和功率决定了镜片的制作材料,以光纤振镜为例,目前普通振镜的制作材料为K9,可以承受的MOPA激光器功率大概在50 W以内,超过50 W功率,建议选用熔融石英材质的振镜。 (b)入射光阑的大小。目前大部分振镜的入射光阑直径为10 mm或12 mm,入射光束直径要小于振镜片允许的最大入射光斑直径,例如入射光束直径为8 mm,可选择最大入射光斑为10 mm的振镜。 (c)振镜的速度。需要根据产品加工的效果和速度进行匹配振镜,不同的振镜马达能够达到的速度不一样,响应时间也不一样,需要根据实际要求选择合适的振镜。 (d)振镜的精度和稳定性。市场上不同振镜的平均价格以及使用口碑也对应了在精度、稳定性和温飘特性上的差别,要根据需求综合选择性价比高的振镜。 03 场镜的选择 场镜的选型主要考虑焦距、幅面、材质和构型。 常用的焦距从110 mm到330 mm甚至更大分为多个档位。焦距越长,激光焦斑也越大,能达到效果的前提下,加工速度更高,焦距大的场镜对应的工作幅面也更大。反之,场镜焦距短则对应的焦斑尺寸小,功率密度高,适合一些精细加工。 特别需要说明的是,长焦场镜对应光斑的较深也更大,短焦则反之。如果加工工件表面起伏较大或者加工深度较深,则需要加以考虑匹配的焦深,如果仍然无法满足则考虑增加z轴的运动。 材质方面,场镜主要采用K9玻璃或者熔石英玻璃,50 W以上建议采用熔石英玻璃。如果需要保证在较大加工幅面上,激光焦点在一个平面上,或者说保证加工平面光斑尺寸相差较小,建议选用远心场镜。远心场镜相比普通场镜,镜片尺寸更大,价格也更贵。 04 扩束镜 常规MOPA激光器的光斑直径在6 mm-7mm,如果需要进一步缩小材料表面激光焦斑尺寸,可以采用外加扩束的方式。一方面,扩束镜的材质也需要根据平均功率进行选型,另一方面,由于扩束镜外置,需要调节激光的同轴和扩束后输出光斑的发散角。如图2所示,扩束镜主要有两种典型的构造,对第一种构造,扩束比等于两个透镜焦距的比值。
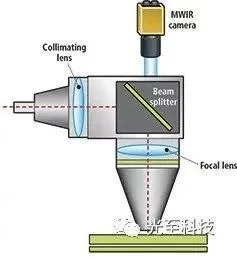
图2 两种典型的扩束镜光路 05 视觉 包括同轴视觉和旁轴视觉,主要是为了加工的同时保证精确定位。通过一块45度分光镜,使得1064 nm的激光高反,而从材料反射的可见光高透,如图3所示。实践中,如果分光镜镀膜不佳,或者安装角度偏离45度,可能导致激光有较大的衰减。
图3 激光加工系统配套同轴视觉 07 填充 包括选择不同的填充方式、填充密度、填充角度以及多个填充图层等。 特定的填充由控制卡对激光器和振镜发出控制指令实现,需要明确振镜跳转延时和激光器出光延时、关光延时等参数。不当的填充方式设置,有时会导致标记的图案出现周期性条纹。 08 夹持 对一些网状、薄片、叠片或者异形结构的材料进行加工时,最好配合适当的工装以保证加工过程中工件保持稳定或者接触紧密。 09 保护气体 在连续激光器切割和焊接应用中,保护性气体吹扫是一种常用的手段,脉冲激光器工艺中较少用到,但是在一些对加工表面氧化要求很高的场合,可以考虑增加气体。 10 机台 标准的机台只是为了给硬件提供支撑和水平,保持稳定即可。在一些加工幅面很大或者位置精度要求极高的场合,振镜工作模式往往满足不了要求,则需要采用固定镜头加移动平台的模式。工件固定在平台上进行二维移动,通过与控制软件的配合,可以实现无限幅面的加工。 以上对工艺实践中常用的硬件配置和配件选型所需要考虑的因素进行了归纳和总结,实践过程中,参数的细致优化和可能遇到的问题都更为复杂,需要丰富的经验和耐心细致的调试和分析。 文章摘自:光至科技 |




 收藏
收藏 打印
打印
















































