

|
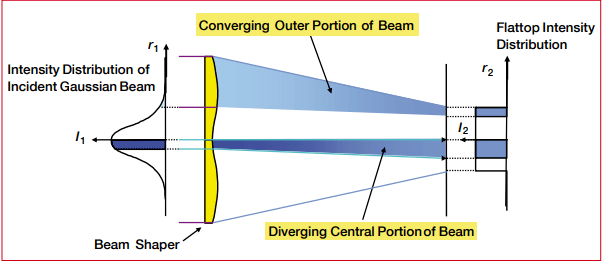
据悉,在利用先进的高功率激光器加工工业材料的过程中,光束整形光学技术是一项关键技术。 在利用先进的高功率激光器加工工业材料的过程中,光束整形光学技术是一项关键技术。非球面或衍射光束整形器将单模(TEM00)激光束的高斯光强分布转换为平顶光束。虽然非球面光束整形器可以制作圆形平顶,但衍射光束整形器可以在输出光束形状上实现很大的灵活性。光束整形通常与扫描光学系统相结合,扫描光学系统由振镜和f-θ透镜组成。这些光束整形器用于脉冲或连续单模激光应用,即薄膜或块体材料的烧蚀、切割、钻孔、划线、退火等。本文介绍了实际应用中使用的光学系统的原理、设计概念和规格示例。 在激光材料加工的最新创新中,光学与激光振荡器一样发挥着重要作用。非球面透镜和衍射光学元件(DOE)就是这种先进光学的典型例子。非球面像差校正已经成为获得激光束衍射极限光斑尺寸的标准方法。平顶光束产生是非球面光学和差分光学的高级应用。这些光学元件将高斯光束转换为圆形、矩形或其他各种形状的均匀强度分布。这种光学功能也被称为光束整形,这意味着在更广泛的意义上,强度分布的产生和控制,包括向非均匀光束而非平顶光束的转换,或从非高斯光束的转换。用于这些目的的光学元件是“光束整形器”。 用光束整形器生成平顶光束 光束整形有几种光学技术。单模激光器最常用的一种是“几何光束重映射”,其中光束整形器的功能是通过局部发散或会聚入射高斯光束的光束部分来重塑输出光束轮廓。如图1所示,具有较高强度的中心部分发散,而较低强度的外部部分会聚。基于这种想法,光束被分割成更小的部分,并在焦平面上无缝地重新映射,以使输出强度更平坦。非常重要的是,在光束整形器和焦平面之间没有光束部分(或部分)相互交叉,这意味着它们永远不会叠加在焦平面上。
图1光强分布的重映射原理。 非球面光束整形器可以在没有任何衍射损失的情况下产生圆形平顶。衍射光束整形器比非球面光束整形器能产生各种各样的光束形状。然而,由于衍射损耗,衍射效率通常为80%至95%。图2显示了一个非球面光束整形器的示例,该整形器从直径为10 mm 1/e2的单模绿光激光器中产生一个直径为65µm 1/e2的小平顶光斑,其中心长度为200mm。通过光线跟踪优化整形器的旋转对称非球面,以满足这些要求。图1中的重映射原理表明,输入光束的大小、轮廓或偏心的任何变化都不再保持输出光束均匀分布的平衡。当输入光束尺寸的规格发生变化时,应相应地再次优化和修改非球面设计。图3显示了用于单模绿光激光器的衍射光束整形器(一种DOS)的两个示例,其分别产生(a)1.0 mm×0.5 mm矩形和(b)4 mm长的线性平顶光束。矩形梁在水平轴和垂直轴上具有平顶轮廓。在这种情况下,线光束在短轴上具有0.1毫米1/e2宽度的高斯强度分布。
图2单元件非球面光束整形器。
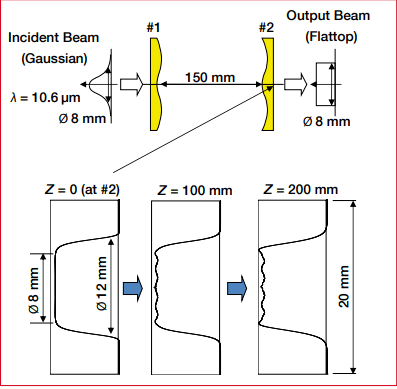
图3衍射光束整形器(DOE)。 衍射整形器的表面有一个表面浮雕微结构,由多层横截面和马赛克状的复杂横向图案组成。这种结构相当于元件的相位分布,它调制入射光束的波前,以重新映射光束和非球面整形器的强度分布。为了提高平顶的均匀性,减少平顶光斑周围的衍射损耗和噪声强度,使用迭代算法优化相位分布。 如图2所示,光束在传播过程中改变其强度分布,并且在光束整形器的焦点(Z=0)处具有平顶分布。在焦点(Z<0)之前,光束更大,顶部轮廓更圆。聚焦(Z>0)后,光束变小,形成更环形的光斑。光束的进一步传播使环形光斑变小,最终集中到中心光斑,在光束传播过程中,中心光斑的峰值强度最大。需要注意的是,这些强度变化出现在所有光束映射型光束整形器中,包括非球面和衍射面,因为尽管有平顶产生的作用,但由非球面或衍射面引起的波前调制对应于各种波前误差(像差)。 为了减少光束传输过程中平顶轮廓的退化,平顶光束的波前误差应通过光束整形器的第二个元件进行校正。图4显示了输出“准直”(平波前)平顶光束的两元件型光束整形器的示例。在该图中,第一个非球面元件(#1)在焦点位置将CO2激光器的高斯光束转换为平顶光束。放置在焦点位置的第二个元件(#2)通过平展波前(校正像差)来准直平顶光束。因此,如图4所示,准直平顶光束可以以较小的强度变化传播很长的距离。
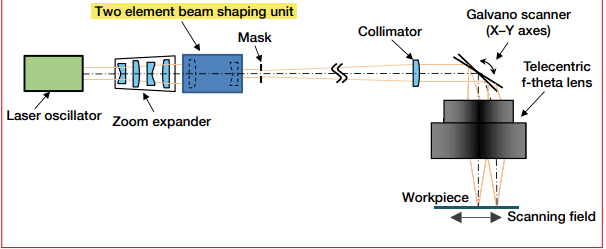
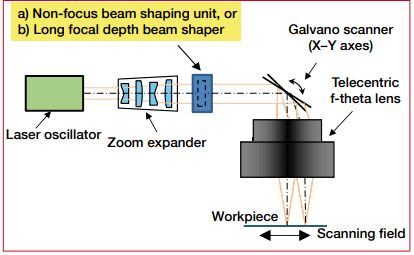
图4双单元非球面光束整形器。 光束整形扫描 使用X-Y振镜和f-θ透镜进行光束扫描在广泛的工业应用中变得越来越重要,如电子或其他工业中的激光钻孔、焊接、划线、标记和退火。波束成形通常与波束扫描系统相结合,如图5所示。上述双元件光束整形器可用于在光学掩模上照射准直平顶光束。光束整形器前面的变焦扩展器可以轻松调整输入光束的直径和发散度。输出光束被掩模切断,然后由远心f-θ透镜在工件上成像,其尺寸在预定放大率下减小。远心f-θ透镜的设计具有像侧远心,即每束光束几乎垂直于整个扫描场照射工作表面。尽管非远心透镜通常具有更大的扫描场,但这种类型的透镜是首选的高性能精密加工透镜之一。由于整形器的输出光束是平顶的,以适应掩模的孔径形状,因此减少了激光束的截止损耗,并相应地提高了能量利用效率。在另一方面,具有平坦强度的图像光斑可以减少工件损伤。因为高斯分布的中心峰值强度有时会在刻划薄膜层时损坏工作基板。
图5带光束整形的掩模成像光束扫描系统。
图6带光束整形的无掩模光束扫描系统。 当需要工件上成像点的形状精度或边缘锐度时,上述掩模成像型光束扫描最合适。然而,光学系统变得更加复杂,如果需要较小的光斑尺寸,它的放大率非常小,以至于掩模和工件之间有很长的距离。因此,机器占地面积必须很大。无掩模(聚焦型)扫描系统可以与光束整形一起使用,而不是掩模成像。图6示出了无掩模光学配置的示例,其比掩模成像配置更简单和更短。在这种情况下,我们可以应用非聚焦光束整形单元,或长焦深光束整形器。前者类似于上述波束重映射类型,其可以生成图前者类似于上述的映射类型,可以生成图2、图3、图7a-d所示中所示的各种波束形状。后者具有较长的聚焦深度,这意味着强度剖面的变化小于重映射类型。无论是前者还是后者,光束整形器本身都没有任何焦点。无论选择哪种类型的光束整形,整形器的输出光束都不是收敛的,也不是平顶的。直到光束在f-θ透镜后会聚,一个成形的光斑才准确地出现在透镜的焦平面上。光束整形器和f-θ透镜之间的距离是可变的。
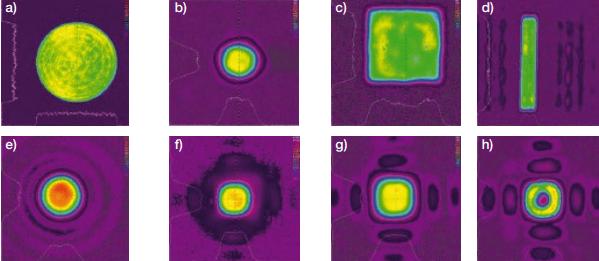
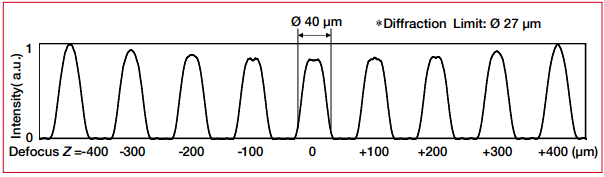
图7从a) - d)几何光束映射整形器或e) - h)长焦深光束整形器输出光束的测量强度分布图示例。 长焦深光束整形器是一种衍射光学器件,其工作方式与几何光束重映射光学器件不同。它将输入光束分为+1阶(略微收敛)和-1阶(略微双聚)光束。两个相反或相反的光束仍在同一光轴上,由f-θ透镜会聚并叠加在焦点上。由于两个相干光束之间的光干涉,在那里出现了平顶光强分布。光斑形状原则上是圆形或方形(图7e–g),但当增加入射光束尺寸时,平顶光束会变为环形光束(图7h)。虽然边缘轮廓的轮廓不像光束重映射得到的轮廓那么锐利,但可以实现更小的光斑尺寸和更长的聚焦深度。 光斑大约是衍射极限的1.5倍,这很难通过重新映射获得。长焦距是光束整形器的一个显著特点。如图8所示,光束传播期间的强度变化小于图2所示的重映射整形器的强度变化。随着离焦,具有均匀强度的顶部区域慢慢消失,峰值强度逐渐增加,在这种情况下,在±1.6 mm离焦位置,峰值强度高达平顶的1.7倍。这意味着聚焦深度是衍射受限光束瑞利长度的1.5倍以上。
图8 532 nm单模激光长焦深光束整形器的强度变化。 应该注意的是,光束整形器对输入光束特性的变化非常敏感。入射光束的条件直接影响平顶光强分布,因为光束整形的设计原则基本上是入射光强分布的重新映射,如图1所示。一旦入射光束偏离所需的位置、大小或高斯强度分布,平顶光束的均匀性就会降低。因此,注意激光模式质量(M2)和光束参数的调整至关重要。还应检查在光束传输过程中是否出现光束渐晕或光学表面变形。对于光束整形,净孔径必须是1/e2光束直径的两倍。 结论 对于宽波长范围的激光器,可以实现高斯光束到平顶光束的转换。几何光束重映射方法通过使用非球面或衍射光束整形器实现平顶光束的各种光束形状。掩模成像光束扫描与二元光束整形器相结合,输出一束平行平顶光束照射孔径掩模。在更紧凑的无掩模光束扫描系统的情况下,可以添加非聚焦光束整形单元或长焦深光束整形器,以轻松地将高斯光斑转换为平坦光斑。这些光束整形和扫描技术可广泛应用于激光材料加工领域,有望为未来技术的发展做出贡献。 来源:Laser Technik Journal - 2015 - Fuse - Beam Shaping for Advanced Laser Materials Processing,DOI: 10.1002/latj.201500011
|

 收藏
收藏 打印
打印
















































