

|
雷尼绍:将金属增材制造拓进新领域
工程技术领域的跨国公司雷尼绍与英国Domin Fluid Power公司合作,帮助其提高直接驱动阀设计和制造能力。Domin采用金属增材制造(AM)技术成功制成体积更小、性能更优的驱动阀,并且将生产周期从5.5个小时缩短到仅1个小时。
Domin在生产液压传动装置时选用了雷尼绍先进且可靠的增材制造技术。该公司参观了雷尼绍位于英国斯塔福德郡斯通镇的增材制造解决方案中心,不仅加深了对增材制造的了解,更加认识到这项技术能够帮助他们为客户生产性能更优的驱动装置。

“金属增材制造技术有助于提升液压传动技术水平,”Domin Fluid Power总经理Marcus Pont指出,“经过多年对各式各样的原型产品和设计进行测试之后,我们积累了丰富的增材制造经验和专业技术,有能力帮助客户生产性能更优的零件。比如,我们设计出一款驱动阀,它的尺寸缩小了四分之三,成本减少了三分之二,然而动力提升了25%。”
“雷尼绍一直在积极开发新兴技术,致力于推动工业发展和进步,”雷尼绍增材制造部门首席技术顾问Martin Mc Mahon表示,“我们与Domin公司的合作贯穿始终,从研究材料的特性到挖掘RenAM500Q系统等最新技术的生产优势。”
“在Domin公司,增材制造是一项关键技术,”McMahon继续说。“因为增材制造可用于制造复杂零件,不需要工具,并且操作和装配要求少。如果使用传统制造技术,根本没有办法将复杂的功能集成到如此小的设计中。”
来自众多行业的制造商都可以采用增材制造技术提高小批量生产高附加值产品的生产力。目前,雷尼绍最新RenAM500Q系统正在拓展增材制造技术的应用领域,为之前缺乏经济效益的应用增添使用动力。RenAM500Q系统结构紧凑,配备四个500W激光器,将打印速度提高了四倍之多,不仅有助于提高生产率,而且可降低零件单位成本。雷尼绍在其Stone工厂全方位展示了其增材制造专业能力。诚邀合作伙伴参观雷尼绍的增材制造解决方案中心,合力探索增材制造的无限潜能,开发高效的端到端生产流程。
美卓:让3D打印创造真正价值
美卓公司多年前就开始尝试将3D打印技术用于金属部件。为此,他们对一些概念进行了定义并进行了原型制造,使3D打印组件赋予阀门传统工艺无法达到的性能水平。
2018年,美卓向客户交付了第一款带有3D打印金属部件的阀门。新的阀门满足了苛刻的运行要求,可承受无数次快速启闭循环而无需维护。

目前,3D打印技术已经在美卓的阀门生产中得到了很好的应用。它不仅提升了阀门的性能, 还降低了噪音,为客户独特的应用带来了理想的解决方案。
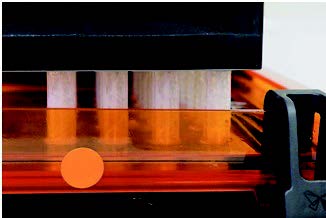
“我不认为3D打印是一项成熟的技术,但它肯定已经过了创新阶段。事实上3D打印已经被美卓和许多其它工业行业的企业视为极有价值的制造技术。我们认为它强大而可靠,是小巧、复杂形状部件的理想选择。以降噪阀门内件为例,我们认为3D打印技术可以生产出比传统工艺性能更好的部件。”美卓技术研发总监Jukka Borgman拿出两只阀门降噪内件强调道:“首先看常规技术加工的降噪部件,这些大大小小的通道是直接从材料中钻过去的。而3D打印件内部一开始的通道比较大,接着分成多个通道,然后是越来越多直径很小的孔,最后在出口处,形成很多小孔。虽然传统技术也能生产出这样复杂的结构,但无论是花费的时间,还是成本,都要高于3D打印。”
优化流动路径
Borgman认为,3D打印赋予设计人员更多优化阀门内部流动路径的自由度。“好处不仅止于此。3D打印的优点还包括不再需要首先制作模具、机架或框架等。它是一种非常通用的技术,可以快速、低成本地生产小型系列组件。”
Borgman补充道:“3D打印也降低了生产时间。标准的生产流程可能会有多个工段导致生产延误,相比之下,3D打印可以同时有效地执行多个任务。例如,上述降噪环24小时内生产完毕,之后仅需再花上一天进行有限的机加工。因此,3D打印是阀门制造及其它快速生产备件的理想选择。”
尽管如此,Borgman并不认为3D打印可以完全取代传统铸造和机械加工,因为这些技术非常成熟、高效,特别对大尺寸和大体积阀门,如阀体的加工不可或缺。”
3D打印的机遇与障碍
当被问及在3D打印方面还有哪些障碍尚待克服时,Borgman指出,目前还没有涵盖诸如阀体的3D打印阀门压力控制组件的标准。此外,对于一些简单组件而言,3D打印因为时间长、原材料成本高而显得缺乏吸引力。目前,3D打印可以获得表面光洁、均匀的部件,无需进一步处理。他认为3D打印零件也将成为阀门行业公认的做法。“目前美卓将3D打印部件外包,但随着销量的增长,未来也会进行内部生产。届时,可以向客户更好地展示3D打印如何提高阀门性能、降低噪音并为其独特应用提供优化的解决方案。”
苏尔寿:3D打印应用先行企业
增材制造技术和3D扫描将极大地改变我们的未来。作为技术先行者,苏尔寿对市场上新出现的增材工艺和材料进行了评估。由技术专家、材料专家和工艺工程师优化了合适的工艺,并在客户和合作伙伴的密切配合下进行了测试。
苏尔寿于20世纪80年代开始将激光金属沉积工艺作为一种工业工艺进行开发,并于20世纪90 年代获得专利。如今,激光已成为金属增材制造工艺中的能源。
工业部门中的3D打印工艺和技术
各种增材制造工艺是针对特定材料(塑料、金属合金、陶瓷、砂和蜡)开发的。固结方法(聚合、激光熔化或烧结、熔融、紫外线固化等)随材料的具体形态(液体、粉末、丝状等)而异。随着工艺技术的日臻成熟,增材制造成为工业应用环境中最先进的技术。每种技术都对应着能为客户实现最大价值之处。总有一天,我们会在客户网站上看到按“即时制造”原则生产的备件。
增材制造在苏尔寿的典型应用
苏尔寿的所有部门、针对各种用途使用增材制造工艺。战略创新部的开发工程师José Ettlin表示:“增材制造有助于我们快速、经济地生产小批量或定制化产品。”
苏尔寿主要采用3D打印工艺生产原型或功能样品,并在瑞士Haag建立了3D打印实验室。“苏尔寿的目标是让我们的开发工程师能在增材制造领域获得扎实而丰富翔实的知识。这就是为什么我们在打印实验室安装3D打印机的原因。即使在项目完毕后,我们的工艺专家仍喜欢反复摆弄、研究。”Ettlin补充道。

两台立体光刻打印机(左)和紫外线固化系(右)
使用红色PLA的熔融沉积成型(FDM)打印机
对于几何形状复杂的部件,增材工艺是十分理想的选择。十多年前,Chemtech部门开始采用选择性激光熔融(SLM)工艺,用金属粉末生产静态混料器。利用激光束使金属粉末在粉末床上逐层固化形成部件。打印过程中采用了支撑结构,它不仅提供稳定性,而且还被用来传递热量,以防止工件产生热应力。
“在模型泵性能测试期间,增材制造工艺提供了一种快速、经济的方法来评估不同水力设计模型的优点。根据专有的设计准则和计算流体力学(CFD)计算,对最佳水力模型的试验结果进行了审查。增材制造目前被用于模型泵上的固定液压部件,如导叶和调整件,但在某些情况下也被用于旋转液压部件,”温特图尔的液压开发主管Arnaldo Rodrigues解释说。
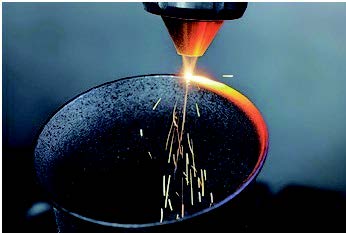
激光金属增材制造过程中的材料积层 (图片来源:德马吉-森精机)
泵的混合制造技术
在混合制造工艺中,利用金属激光沉积工艺的增材积层、减材工艺以及5轴铣削的组合,快速制造具有新材料特性的叶轮,并同时实现所要求的水力部件的表面质量。对于闭式叶轮,这种混合工艺十分理想。
定期知识交流
苏尔寿成立了增材制造(AM)委员会,使各部门的工程师能够分享其知识。RES技术主管兼增材制造委员会成员Charles Soothill解释道:“这种交流让我们能够分享其他工程师的知识。我们还一起学习苏尔寿的新的精整方法或新材料,以及其它部门的工程师在3D打印和混合工艺方面积累的经验。”

增材制造圈的经验交流。从左至右:Charles Soothill、André Brogli、Robin Rettberg和José Ettlin
Soothill补充道:“除了优化3D设计外,我们还可以优化材料,并降低成本。我们也在展望未来。为了保证3D打印件的质量,需要什么样的检验程序、测试方法和机器过程监控?如何避免材料缺陷?在构建组件结构时,哪些功能可以优化?苏尔寿可以如何运用仿生学,并借鉴自然界的例子进行轻量化设计?”
对未来的展望
旋转设备服务部门的工程主管Pharic Smith解释道:“苏尔寿已经在涡轮工业中使用增材工艺,以快速修复复杂的受损部件。
未来,我们还将看到增材制造应用于泵部件的快速修复,以便在较短的交货期内恢复到全新状态。功能和耐久性试验正在进行中,以创建采用增材工艺的完整部件,从而确保高质量和可重现性。一旦这一点得到保证,我们就将看到这些工艺在为客户提供更快捷解决方案方面拥有的巨大潜力。”
现场打印备件有什么好处?快速维修,无需长时间停机;无需库存、运输或海关等繁琐程序。苏尔寿正在深入思考新的商业模式,以实现这一愿景,并在不久的将来为客户提供这些优势。
进入增材制造业
我们对增材制造的首次尝试可以追溯到15年前。凭借在制造复杂部件方面的背景,很容易看出直接数字化制造的价值。为配合合体检验、原型和模具而采用打印聚合物部件在穆格已经变得司空见惯了,但我们的真正目标是金属增材制造部件。
对于典型的穆格应用,粉末床激光技术看起来是最成熟且最适合的。但早期试验的结果令人失望。层间剥离现象普遍,孔隙率高、材料性能差。每隔几年,我们都会在外部服务供应商处尝试具有可比结果的更多部件。
大约5年前,增材制造技术前沿的情况开始好转。随着机器的成熟和市场供应产品的增加,增材制造部件的质量迅速提升。2013年,一项源自基层的跨穆格计划发展成为穆格增材制造中心(AMC),位于公司在纽约东奥罗拉的总部。我们有两台雷尼绍AM250机器,专门用于研究以支持我们包含5大要素的AMC章程:
•获得对材料的了解
•建立和获取工艺知识
•制造部件
•沟通与教育
•了解对现在和将来业务的更广泛的影响
到目前为止,穆格AMC已生产了6000多个部件,而研究工作仍在继续。
增材制造业的机遇与挑战
增材制造可生产利用传统制造方法难以实现的复杂部件。它可以用来生产无法加工的特征、没有接缝或接头的部件。复杂的几何形状或有机形状通常只有增材制造方法才可能和可行。但是,要使增材制造得到广泛应用,仍存在许多挑战需要应对。
“我们的大部分研究工作都是为了应对这些挑战。清单很长,要做的工作还有很多。穆格也在积极寻求建立战略伙伴关系和联盟,以应对挑战并创造机遇。我们认为,通过伙伴关系可以实现比仅靠自身更快的速度。”
穆格增材制造部件实例
穆格是商用和军用飞机平台飞行控制系统的领先设计师和制造商。在这些项目的飞机飞行测试计划完成之前,进行大量开发甚至先期生产硬件都很常见。试飞结果总是有可能导致硬件设计的变化。在传统制造工艺中,长交付周期可能意味着在飞行试验计划结束之前,硬件和工具方面的重大投资均处于风险之中。
本文的使用案例(一个用于液压飞行控制执行器的15-5PH不锈钢气缸)便是如此。在生产过程中,根据从航空航天供应商处采购的不锈钢锻件进行了设计,在交付穆格之前提交给第二家供应商进行精加工。生产件的验证和供应商资格认证可能需要长达12个月的时间。
利用增材制造生产的15-5PH部件被选作初始部件生产的替代方案。需要进行小的设计改动,以针对增材制造工艺进行部件优化。部件在一周内即打印完成,并使用与生产锻造部件相同的工具进行精加工。在这种情况下,增材制造部件可以用于早期开发和低速率的初始生产,直到飞行测试完成和设计完全冻结。此时可以进行生产工具的制造,以进一步降低大批量生产的成本。这样的计划可以降低工具和库存的风险,并开始为未来的供应链创新打开大门。
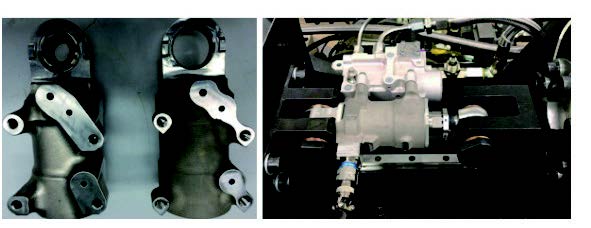
图片(从左到右):AM液压执行器气缸与锻造液压执行器气缸、采用AM气缸的液压扰流板伺服执行器(中间)
液压元件通常需要精密配合或表面光滑,但激光粉末床熔接无法满足这些要求,可通过对打印好的零件表面进行机加工来解决这个问题。一般来说,会尽量减少后加工的需要,因为它会延长交货期、增加成本。如果设计足够精巧,除了密封表面外,通常可以避免机械加工。
|
 收藏
收藏 打印
打印
















































