


|
驱动电机是新能源汽车的核心部件之一。为了实现更高的电机效率,目前新能源车驱动电机的设计多倾向于使用一种扁线来替代传统圆线充当绕组。这种硬质不易弯曲的铜线,因“U”型外观而被称为“发卡”(Hairpin)。 ■图片来源:相干公司
在组装过程中,首先会将各个铜制发卡绕组装载到定子槽中。然后,将相邻铜制发卡绕组的末端焊接在一起,实现电路连接。在焊接完整个电机后,像传统电机的绕组一样,所有发卡将形成一条较长的绞合导线。 ■铜制发卡绕组
对于汽车应用而言,能够实现极少焊接飞溅和良好电接触的稳定工艺窗口至关重要。在这里,相干公司使用了能够独立控制环形光束功率和中心光束功率的HighLight FL-ARM可调节环形光斑模式光纤激光器。
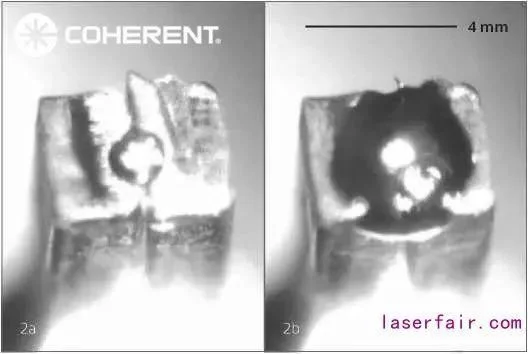
■HighLight FL-ARM可调节环形光斑模式光纤激光器 激光聚焦在两个相邻的铜线上。在这种情况下,光束无需振荡或“摆动”。两条光束可同时开启。铜的温度越低,能够吸收的激光就越少。因此,最初只有中心点区域的铜才能熔化(即使中心光束和环形光束的功率相同,但较小中心光束的功率密度要高得多)(图2a)。初始熔池形成后,周围材料的温度升高,环形光束的功率也因此被更强烈地吸收(图2b)。
■高速摄像机:中心光束的吸收情况和环形光束的吸收情况(图片来源:相干公司)
通过使用可调节环形光斑模式光纤激光器,从而实现了对熔池状态的精准控制,减少焊接中的飞溅和气孔,有效提高了焊接质量。同时也避免了变形和缩短了焊接时间,真正实现了完美的焊接。
我们开发的激光工艺能够在0.1秒左右的时间完成焊接,远低于常规要求的时间范围。经高速成像验证,与普通单点激光器相比,HighLight FL-ARM激光器在焊接铜时产生的飞溅极少。电导率测试显示,最终形成的焊缝满足要求。
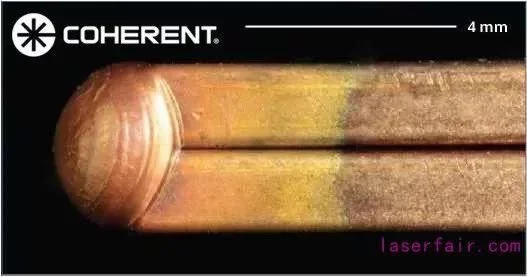
■焊接后的铜制发卡绕组
与传统光纤激光器焊接方法不同的是,HighLight FL-ARM可调节环形光斑模式光纤激光器在焊接铜制发卡时具有显著优势:如高速焊接,加工效率高;热影响区域小,母材变形小;焊接强度高,成品质量优异;焊缝小,成品外观好。 时间就是金钱,无论是生产、检查部件所用的时间,还是返工耗费的时间,都意味着高昂成本。因此,需要能够实现精确和高速加工的激光器和子系统,确保一次性、迅速地完成加工任务,并且极大程度地提高产量并降低成本。视觉定位系统能精准控制聚焦激光光束和铜质发卡绕组的位置,提高成品率。 来源:相干公司 |




 收藏
收藏 打印
打印
















































